
د CO2 په جوشکاری کې د پاشش زیاتوالی
د CO2 محافظتي ګاز سره جوشکاری (چې په صنعت کې د MIG/MAG یا GMAW په نوم پیژندل کیږي) د فلزاتو د وصلولو یو له تر ټولو اقتصادي او کارېدونکو میتودونو څخه دی، په ځانګړې توګه په موټرو جوړولو، هالونو جوړولو او فلزي تولیداتو کې. خو هر جوشکار، که مبتدی وي یا مسلکي، له یوه کابوس سره مخ کیږي چې ورته د جوش پاشش (Spatter) وايي.
د پاشش زیاتوالی هغه معنی لري چې د ذوب شوي فلز کوچني او لوی ذرې د اورین باران په څېر شاوخوا ته غورځول کېږي او د کار ټوټې، د ټورچ خوله او حتی د جوشکار لباس باندې چسپيږي. دا پدیده نه یوازې د کار ظاهري بڼه خرابوي، بلکه پټ لګښتونه هم رامنځته کوي. ساعتونه د سټونینګ (Grinding) او پاکولو لپاره ضایع کیږي، بې ځایه د جوش سیم مصرف، او د ټورچ مصرفي برخو خرابیدل یوازې د پاشش زیانونو یوه برخه ده.
خو ښه خبر دا دی چې د جوش پاشش یوه “تصادفي پېښه” نه ده؛ بلکې یوه “فني علت” لري چې واضح دلیل لري.
د پاشش ماهیت او د قوس الکتریک فزیک
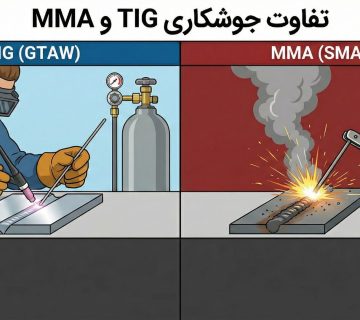
د ستونزې د حل لپاره، لومړی باید پوه شو چې د ټورچ په سر کې څه پېښېږي. په CO2 جوشکاری کې، د فلز انتقال له سیم څخه د جوش حوض ته عموماً په دوه طریقو کیږي:
-
لنډ مدار انتقال (Short Circuit): سیم د کار ټوټې سره ټکر کوي، ذوب کیږي او جدا کیږي.
-
قطره ای انتقال (Globular): لویې څاڅکې جوړېږي او د جاذبې له مخې غورځیږي.
د CO2 ګاز د خپلې مالیکولي طبیعت له امله، میلان لري چې انتقال په “ناپایدار قطره” حالت کې ترسره کړي. کله چې د ګاز جریان یا د ولتاژ تنظیمات دقیق نه وي، د ذوب شوي څاڅکې لاندې یو دفع ځواک رامنځته کیږي چې پر ځای د دې چې حوض ته لار پیدا کړي، بهر ته غورځول کیږي. پاشش په حقیقت کې د “سیم د ذوبیدو سرعت” او “د څاڅکې جدا کولو ځواک” تر منځ د عدم توازن له امله کوچني چاودنې دي.
د پاشش زیاتوالي اصلي دلیلونه
دلایل په درې برخو ویشلي دي: برقي، میخانیکي او کیمیاوي، څو ستونزې پېژندل اسانه شي.
۱. د ولتاژ او آمپر غلط تنظیمات (تر ټولو مهم عامل)
د ولتاژ (Voltage) او د سیم سرعت (Wire Feed Speed چې د آمپر ټاکونکی دی) اړیکه باید بشپړ همغږۍ ولري.
-
ډیر ټیټ ولتاژ: که ولتاژ د سیم سرعت په پرتله ټیټ وي، سیم په چټکۍ سره یخ ټوټې سره ټکر کوي (Stubbing). دا د سیم په توګه د فنر په څېر په حوض ټکر کوي او لوی ذوب شوي ټوټې شاوخوا ته غورځوي.
-
ډیر لوړ ولتاژ: لوړ ولتاژ د قوس اوږدوالی زیاتوي. په CO2 کې، اوږد قوس ناپایدار وي او څاڅکه مخکې له حوض ته رسیدو په هوا کې چاودې کوي او کوچني پاششونه رامنځته کوي.
۲. د سیم ازاد اوږدوالی (Stick-out) ناسم
د نازل مسي سر تر کار ټوټې فاصله د Stick-out په نوم یادیږي.
که اوږدوالی ډیر وي، د سیم مقاومت زیاتېږي (د اوهم قانون). دا مخکې له وخت نه ذوبیدل او انفجاري جلاوالی رامنځته کوي.
۳. د محافظتي ګاز انتخاب او جریان
-
د ګاز ډول: خالص CO2 ارزانه او نفوذ ښه لري، خو طبیعتاً پاشش زیاتوي. د ګاز مخلوط (مثلاً ۸۰٪ آرګون + ۲۰٪ CO2) کولی شي پاشش تر ۹۰٪ کم کړي.
-
د ګاز جریان: فشار ډیر کم یا ډیر زیات پاشش رامنځته کوي.
۴. د کار ټوټې سطحه ککړتیا
-
روغن، ګریس، زنګ، رنګ، پرایمر، ګالوانیزه یا رطوبت د ذوب شوي حوض انفجار لامل کیږي.
۵. د سیم تغذیه ستونزې (Wire Feeder)
سیم که په نوساني ډول حرکت وکړي، قوس مداوم قطع او وصل کیږي. غلط فشار یا ککړ لاینر هم پاشش زیاتوي.
۶. د ټورچ زاویه او د جوشکار تکنیک
-
زیاته زاویه: د ګاز د وتلو سبب کیږي او هوا داخليږي.
-
Push vs Pull: زاویه غلط هم په دواړو طریقو کې ستونزمنه ده.
۷. ضعیف اتصال زمین (Earth Clamp)
که د زمین ګیره په زنګ یا رنګ شوې سطح وصل شي، جریان ناپایدار کیږي او پاشش زیاتوي.
پرمختللې حل لارې؛ د اندوکتانس رول
اندوکتانس د جریان زیاتیدو سرعت کنټرولوي:
-
لوړوالی: د پاشش کمیدو سبب کیږي.
-
ټیټوالی: قوس متمرکز، مګر پاشش زیاتوي.
تجهیزات او مواد مصرفي؛ کیفیت مهم دی
-
د ټیټې کیفیت سیم: ذوب یا انتقال ناسم.
-
نازل او شعلهپوش: ککړ یا خراب نازل پاشش زیاتوي.
عملي حل لارې او چک لیست
-
د قوس غږ واورئ (یونټ یا چاودنه).
-
Stick-out کم کړئ.
-
د ګاز جریان وګورئ.
-
قطبیت صحیح وصل کړئ.
-
اتصالات قوي او پاک کړئ.
-
نازل او شعلهپوش پاک یا بدل کړئ.
د جوش ماشین او خدماتو رول
د ټیټې کیفیت ماشینونه قوس ناپایدار لري. د GAM Electric او Josha شرکتونو ماشینونه د کم پاشش (Low Spatter) ځانګړتیا لري او حتی په خالص CO2 کې هم پاک جوش ورکوي.


No comment