Is Argon Welding Stronger or Electric (Stick) Welding?
In the world of industry and metalworking, the debate over choosing the right welding method is always ongoing. However, the question “Is argon welding stronger than electric welding?” is one of those deceptively simple questions. Many experienced welders believe nothing can replace electric welding (manual electrode welding) when it comes to strength, while metallurgy engineers emphasize the purity and structural quality of argon welding.
The reality is that strength is a broad concept. Do you mean tensile strength, or resistance to impact and fatigue?
In this technical article, we go beyond superficial answers and take a closer look at two major welding processes: SMAW (Stick Welding) and TIG (Argon Welding), in order to settle this comparison once and for all.
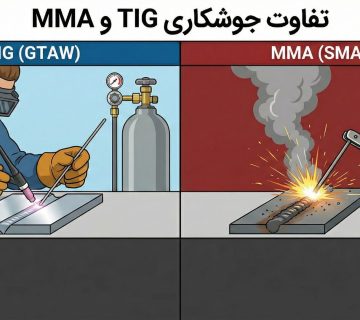
The Fundamental Difference Between Argon Welding and Electric Welding
Before discussing strength, we must understand what happens at the microscopic level in each method. The key difference lies in how the molten weld pool is protected, which is the most vulnerable part of the welding process.
How Electric Welding Works
Shielded Metal Arc Welding (SMAW), commonly known as electric or stick welding, is based on an all-in-one system.
In this method:
Electric Arc:
Electrical current (AC or DC) jumps between the metal core of the electrode and the workpiece, producing temperatures of approximately 3000–6000°C.
Simultaneous Melting:
The electrode core melts and becomes the filler metal, entering the weld joint.
Chemical Protection System:
The electrode coating (flux) burns during welding. This burning performs two tasks:
-
It produces a shielding gas that keeps oxygen away.
-
It forms a protective layer called slag, which covers the molten weld and allows it to cool gradually.
Why does this method seem rough?
Because the process is somewhat explosive. Droplets of molten metal are projected into the weld pool with force, which results in deep penetration even on dirty or rusty metals.
How Argon Welding Works
TIG welding (Tungsten Inert Gas) separates heat generation from the filler material.
In this method:
Non-Consumable Electrode:
A tungsten electrode (which does not melt) is used only to create the arc and heat.
Gas Shielding:
A cylinder of argon gas (or sometimes helium) flows through the torch and shields the weld area. This inert gas prevents any chemical reactions with the molten metal.
Manual Filler Addition:
The welder feeds the filler rod into the weld pool manually with the other hand.
Why is this method so clean?
Because there is no smoke, no spatter, and no slag remaining on the weld.

Strength Factors in Welding: A Technical Analysis
This is the most important section of the article. Let’s break down the concept of strength into technical components.
1. Penetration Depth
For thick metals (above 5 mm), stick welding usually has the advantage. The electric arc in SMAW is very concentrated and aggressive, allowing it to penetrate deep into the base metal. This deep penetration makes it ideal for heavy structures such as building frameworks.
In contrast, TIG welding requires high amperage machines and proper edge preparation (beveling) to achieve deep penetration in thick materials. If beveling is not done correctly, the weld may appear strong on the surface but remain weak internally.
2. Fatigue and Crack Resistance
In this category, argon welding clearly wins.
Purity:
The biggest enemy of weld strength is impurity. In stick welding, pieces of slag can sometimes become trapped in the weld pool (slag inclusion). These microscopic defects become weak points that may lead to cracks under stress.
Because TIG welding produces no slag, it results in a cleaner and more uniform weld structure.
Hydrogen:
Electrodes in stick welding may introduce hydrogen into the weld (except low-hydrogen electrodes). Hydrogen can cause hydrogen embrittlement, while argon gas eliminates moisture and hydrogen contamination.
3. Heat Affected Zone (HAZ)
The Heat Affected Zone (HAZ) is the area surrounding the weld that experiences high temperature.
The larger the HAZ, the greater the chance that the metal’s molecular structure will change and become brittle. TIG welding applies heat more precisely, resulting in a narrower HAZ, which better preserves the original properties of the base metal.
When Should You Use Electric (Stick) Welding?
Stick welding is not used simply because the machines are cheaper. In some cases, it is the only practical solution.
Outdoor Projects:
Wind is the biggest enemy of argon welding because it disperses the shielding gas. However, stick welding produces its own protection through the electrode coating. This makes it ideal for pipeline welding in open environments or structural welding at height.
Repairs on Dirty or Worn Metals:
Imagine repairing a loader bucket or an old truck chassis covered with rust, paint, and grease. TIG welding would immediately create porosity on such surfaces. Stick welding, with its stronger arc, can burn through impurities and create a reliable weld.
Thick Materials:
For connecting large beams or thick plates, stick welding offers better penetration and productivity.
When Is Argon Welding the Better Choice?
TIG welding is considered the king of high-tech industries.
Non-Ferrous Metals and Alloys:
If you need to weld aluminum, copper, brass, titanium, or magnesium, stick welding usually performs poorly. TIG welding can break the oxide layer on aluminum and produce a clean, silver-colored weld.
Pressure Vessels and Food Industries:
In pharmaceutical and food processing pipelines (such as dairy plants), the inside of the weld must be smooth like a mirror to prevent bacteria buildup. Only TIG welding can create such sanitary welds.
Thin Materials:
Welding thin stainless steel sheets (0.5–1 mm) with stick welding is almost impossible without burning through the metal. TIG welding allows amperage to be reduced to very low levels, making delicate welds possible.
The Role of Welder Skill in Final Strength
One crucial fact is often overlooked:
“A poor weld with the best machine is weaker than a good weld with an average machine.”
Learning Stick Welding:
Relatively easy. A beginner can learn to maintain an arc and create weld beads within a few days (although producing high-quality welds requires experience).
Learning TIG Welding:
Much more difficult. It requires coordination between eyes, both hands, and sometimes a foot pedal. The distance between the tungsten electrode and the workpiece must remain around 2 mm. If the tungsten touches the workpiece, the process must stop and the electrode must be sharpened again.
Impact on Strength:
If the welder lacks skill in TIG welding, lack of fusion may occur. This means the filler metal melts but does not bond properly with the base metal—a dangerous defect that may look fine externally but fail internally.
Quick Comparison Table: Stick Welding vs TIG Welding
Final Conclusion: Which One Is Stronger?
The answer depends entirely on your project conditions.
If you are building steel structures, heavy gates, or construction frames, stick welding may actually perform stronger due to its deep penetration and practicality.
If you are manufacturing stainless steel tanks, racing car roll cages, bicycles, or precision industrial parts, TIG welding is usually stronger because of its clean, high-quality weld structure.
So instead of asking “Which welding method is stronger?”, the better question is:
“Which welding method is engineered for my material and application?”
Choosing the right process is half of achieving a strong and reliable weld.



No comment