آیا آرګون جوش قويتر دی که بریښنايي جوش؟
په صنعتي نړۍ او د فلزاتو په کار کې، د مناسبې جوش طریقې انتخاب تل ګرمه موضوع ده. خو پوښتنه چې «آیا آرګون جوش قويتر دی که بریښنايي جوش؟» له هغو فریبنده پوښتنو څخه ده. ډیری زاړه جوشکاران باور لري چې هیڅ شی د بریښنايي جوش (لاسلیک الکترود) په ځواک کې ځای نه نیسي، په داسې حال کې چې د متالورژۍ انجینران د آرګون جوش د پاکوالي او جوړښتي کیفیت اهمیت ټینګار کوي.
په حقیقت کې، «قوت» یوه عمومي اصطلاح ده. آیا ستاسو هدف د کشش پر وړاندې مقاومت دی؟ یا د ضربې او ستړیا پر وړاندې مقاومت؟ په دې تخصصي مقاله کې، موږ به له سطحي ځوابونو هاخوا لاړ شو او د SMAW (بریښنايي جوش) او TIG (آرګون جوش) دواړو طریقو دقیق تحلیل وړاندې کړو، ترڅو د دې پرتله پرونده یو ځل لپاره وتړو.
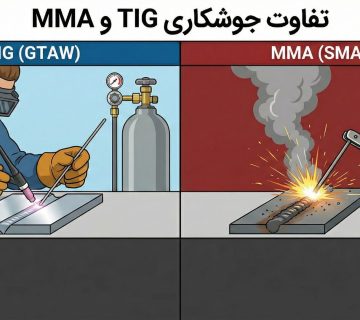
د آرګون او بریښنايي جوش بنسټیز توپیر
د ځواک د تحلیل مخکې، باید پوه شو چې په مایکروسکوپي کچه په هره طریقه کې څه پیښیږي. اصلي توپیر د ذوب شوي حوض د ساتنې په طریقه کې دی، چیرې چې مایع فلز خورا حساس دی.
د بریښنايي جوش طریقه
د لاسلیک قوس بریښنايي جوش (Shielded Metal Arc Welding) چې د «بریښنايي جوش» په نوم مشهور دی، پر یوه «ټول په یوه» سیستم ولاړ دی.
په دې طریقه کې:
-
قوس الیکترونیکي: د AC یا DC جریان د الکترود فلزي مغز او د کار ټوټې ترمنځ حرکت کوي او شاوخوا ۳۰۰۰–۶۰۰۰°C حرارت تولیدوي.
-
هممهاله ذوب: د الکترود مغز ذوب کیږي او د فلز ډکولو ماده (Filler) په توګه د جوش په درز کې داخلیږي.
-
کیمیاوي ساتنه: د الکترود پوښ (فلاکس) سوځي، چې لومړی ډود تولیدوي او اکسیجن لرې کوي، او بیا د سرباره (Slag) یوه طبقه جوړوي چې په آرامه توګه یخ شي.
دا طریقه خشن ښکاري ځکه چې د فلز څاڅکي په شدت سره غورځیږي او دا شدت په ککړ فلزاتو کې ښه نفوذ رامنځته کوي.
د آرګون جوش طریقه
د آرګون جوش (Tungsten Inert Gas) یوه داسې پروسه ده چې په کې «حرارت» د «فلز ډکونکي موادو» څخه جلا وي.
په دې طریقه کې:
-
ناسوځیدونکی الکترود: یوازې د قوس او حرارت لپاره کارول کیږي، ذوبیږي نه.
-
ګاز ساتنه: د آرګون یا هیلیوم ګاز د تورچ له لارې د جوش ساحه خوندي کوي. دا ګاز خنثی دی او هیڅ کیمیاوي غبرګون ته اجازه نه ورکوي.
-
لاسي فلر تزریق: جوشکار باید د بل لاس په مرسته سیم په آرامه د مذاب حوض کې واچوي.
دا طریقه پاکه ده ځکه چې هیڅ ډود، هیڅ سپرې (Spatter) او هیڅ سرباره د جوش پر سطح نه پاتې کیږي.

د جوش قوت تحلیل: تخنیکي ارزونه
دا د مقالې تر ټولو مهمه برخه ده. راځئ چې د «قوت» موضوع په تخنیکي فرعي برخو وویشو.
۱. د نفوذ ژورتیا (Penetration)
په غټو فلزاتو (له ۵ مليمتر څخه زیات) کې، بریښنايي جوش عموماً غوره دی. په SMAW طریقه کې قوس خورا متمرکز او تهاجمي دی او کولی شي تر فلز اساس پورې ژور نفوذ وکړي. دا لوړ نفوذ د درنو جوړښتونو لکه د ودانۍ چوکاټ لپاره یو بشپړ اتصال رامنځته کوي.
په مقابل کې، د آرګون جوش د لوړ ضخامتونو لپاره خورا ځواکمن ماشینونه (لوړ آمپر) او دقیقې د څنډې تیریدنې (پخ زنی) ته اړتیا لري. که چیرې د آرګون لپاره پخ زنی سمه نه وي، جوش ممکن یوازې سطحی وي او له دننه کمزوری پاتې شي.
۲. د ستړیا او ترک پر وړاندې مقاومت (Fatigue Resistance)
دلته آرګون جوش په ښکاره توګه غوره دی. ولې؟
-
پاکوالی: د جوش د قوت تر ټولو لوی دښمن «ناخالصي» ده. په بریښنايي جوش کې، د سرباره (Slag Inclusion) ټوټې ممکن د مذاب دننه پاتې شي. دا ټوټې د مایکروسکوپي ضعف نقاط دي چې د فشار لاندې جوش ماتوي. آرګون جوش ځکه چې سرباره نه لري، ۱۰۰٪ پاک او یوشان جوړښت لري.
-
هایدروجن: د بریښنايي جوش الکترودونه (مګر د ځانګړو کم-هایدروجن ماډلونو پرته) ممکن هایدروجن تردي رامنځته کړي. په آرګون کې ګاز رطوبت او هایدروجن له چاپیریال څخه لرې ساتي.
۳. د حرارت اغیزه شویه سیمه (HAZ)
هرڅومره چې د جوش شاوخوا ګرمه سیمه (HAZ) پراخه وي، د فلز مالیکولي جوړښت بدلون او شکنندګي یې زیاته کیږي. آرګون جوش حرارت خورا متمرکز کاروي، نو HAZ تنګه ده او د فلز اساس خپل ځانګړتیاوې ښه ساتي.
کله د بریښنايي جوش کارول؟
بریښنايي جوش یوازې د ارزان ماشین لپاره نه کارول کیږي؛ ځینې وختونه دا یوازینۍ حل لاره ده:
-
بهرني پروژې (Outdoor): باد د آرګون دښمن دی ځکه چې ګاز یې خپروي. خو د بریښنايي جوش الکترود په خپله ساتنه رامنځته کوي او باد لږ اغیز لري. د لېږد لاین پایپونو یا د ودانۍ چوکاټونو په لوړوالي کې بریښنايي جوش بې سیالي دی.
-
د زاړه فلزاتو ترمیم: د بیلګې په توګه که د یو زاړه لودر بالټ یا د یوه زاړه ټرک شاسی چې زنګ، رنګ او غوړ لري جوش کړئ، آرګون سمدلاسه عکس العمل ښيي او سوري رامنځته کوي. خو بریښنايي جوش د نفوذ ځواک سره ناخالصي سوځوي او اتصال رامنځته کوي.
-
لوړ ضخامتونه: د ۲۴ سانتي مترو تیر آهنو او ضخیم پلیټونو د اتصال لپاره بریښنايي جوش لوړ سرعت او ښه نفوذ وړاندې کوي.
کله آرګون غوره دی؟
آرګون د «هایتیک» صنایع پاچا دی:
-
غیر فولادي فلزات او الماسونه: که تاسو د المونیم، مس، برونز، ټیتانیم یا منیزیم جوش کوئ، بریښنايي جوش کیفیت نه ورکوي یا ډېر خراب کیفیت لري. آرګون د AC/DC جریان تنظیم سره د المونیم اکسیډ پرت ماتولی شي او یو سپین او قوي جوش رامنځته کوي.
-
د فشار لاندې ذخیرې او د خوړو صنعتونه: د درملو او خوراکي صنعت پایپینګ کې داخلي سطحه باید لکه هنداره صافه وي ترڅو بکتریا ونه جمع شي. یواځې آرګون دا ډول Sanitary Weld رامنځته کولی شي.
-
نرۍ ورقې (Thin Gauge): د ۰.۵ یا ۱ مليمتري سټیل ورق جوشول د بریښنايي جوش سره تقریبا ناممکن دی او ورق به له منځه ولاړه شي. آرګون اجازه ورکوي آمپر تر ۵ پورې راټیټ کړي او ظریف جوشونه وکړي.
د جوشکار مهارت او د ځواک پایله
یوه مهمه خبره چې اکثره هېرېږي: «بد جوش حتی د غوره ماشین سره، د ښه جوش په پرتله کمزوری دی.»
-
د بریښنايي جوش زده کړه: نسبتاً آسانه ده. یو نووارد کولی شي په څو ورځو کې زده کړي چې څنګه قوس وساتي او د جوش کرښه جوړه کړي (که څه هم کیفیت لرونکي جوش تجربه ته اړتیا لري).
-
د آرګون زده کړه: خورا ستونزمنه ده. د سترګو، دواړو لاسونو او کله ناکله د پښې پیډال همغږي ته اړتیا لري. د تنگستن فاصله له فلز ټوټې سره باید شاوخوا ۲ مليمتر وي. که لاس وڅپېږي او تنگستن سره وخوږي، کار باید ودرول شي او تنگستن بیا تیز شي.
-
د ځواک اغیزه: که جوشکار د آرګون کافی مهارت ونه لري، «ناقص ذوب» (Lack of Fusion) رامنځته کیږي؛ یعنې فلز ډکونکی ذوب شوی خو د فلز اساس دیوال ته ندی نښلول شوی. دا د جوش تر ټولو خطرناکه عیب دی، چې ظاهر یې سالم ښکاري خو دننه جلا دی.
د بریښنايي جوش او آرګون جوش بشپړ پرتله جدول
د چټک پریکړې لپاره، ټول فاکتورونه په لاندې جدول کې لنډ شوي دي:
| ځانګړتیا | بریښنايي جوش (SMAW) | آرګون جوش (TIG) |
| د کشش مقاومت | خورا لوړ (په ځانګړې توګه په لوړ ضخامت کې) | خورا لوړ (د موادو پاکوالي له امله) |
| ظاهري کیفیت | خشن، د فلز پاشل او د ساڼې کولو اړتیا | خورا ښکلی، صاف، لکه سکه |
| د جوش پاکوالی (خلوص) | د انبر او کیبل اتصال | د انبر او کیبل اتصال |
| په باد کې د جوش وړتیا | عالي | ضعیف (د تړلي چاپیریال اړتیا) |
| د موادو تنوع | عمدتاً فولاد، سټیل، او د چدن | ټول فلزات (فولاد، سټیل، المونیم، ټیتانیم، او نور) |
| د کار سرعت | لوړ (لوړ د رسوب نرخ) | ټیټ (کره او دقیق پروسه) |
| د تجهیزاتو لګښت | ارزانه | ګران |
| د مصرفي موادو لګښت | منځنی (یوازې الکترود) | لوړ (ګاز آرګون + د جوش تار + تنگستن) |
| د زده کړې سختي | منځنی | سخت |
| اصلي کارونې | ودانیزه جوړونه، درنې ترمیمونه، پایپ لاینونه | هوايي صنایع، پیټروشیمي، ډیکوری، موټر |
وروستۍ پایله: کوم یو غوره دی؟
د دې پوښتنې ځواب چې “کوم یو قوي دی؟” ستاسو د پروژې د شرایطو پورې اړه لري:
-
که تاسو د سوله، د فولادي چوکاټ، یا درنې اوسپنې دروازې او کړکۍ جوړوئ، بریښنايي جوش (SMAW) نه یوازې قوي دی (د غوره نفوذ له امله)، بلکه اقتصادي او ګړندی هم دی. د 7018 او 6010 الکترودونه د دې لپاره ډیزاین شوي چې جوړښت د زلزلو او فشار په وړاندې وساتي.
-
که تاسو د سټیل ذخیره، د سیالۍ موټر رول کیج، بایسکل یا حساس صنعتي برخې جوړوئ، آرګون جوش (TIG) یقیناً قوي دی. دلته قوت د دې مانا لري چې د لرزش پر مهال ترک نه رامنځته کیږي، او د آرګون جوش پاکوالی تضمینوي چې جوړښت به کلونه بې نقصه فعالیت وکړي.
نو پر ځای د دې پوښتنې چې کومه طریقه قوي ده، باید وپوښتئ:
«کومه طریقه زما د فلز او شرایطو لپاره انجینري شوې ده؟»
د مناسب وسیلې انتخاب، د کار کیفیت نیمایي تضمین دی.



No comment