جوش آرگون محکم تر است یا جوش برق؟
در دنیای صنعت و فلزکاری، بحث بر سر انتخاب روش مناسب جوشکاری همیشه داغ است. اما سوال “جوش آرگون محکمتر است یا جوش برق؟” یکی از آن سوالهای فریبنده است. بسیاری از جوشکاران قدیمی معتقدند که هیچ چیز جای جوش برق (الکترود دستی) را در استحکام نمیگیرد، در حالی که مهندسان متالورژی بر خلوص و کیفیت ساختاری جوش آرگون تاکید دارند.
واقعیت این است که استحکام یک واژه کلی است. آیا منظور شما مقاومت در برابر کشش است؟ یا مقاومت در برابر ضربه و خستگی؟ در این مقاله تخصصی، ما فراتر از پاسخهای سطحی میرویم و کالبدشکافی دقیقی از دو روش SMAW (جوش برق) و TIG (جوش آرگون) خواهیم داشت تا یکبار برای همیشه پرونده این مقایسه را ببندیم.
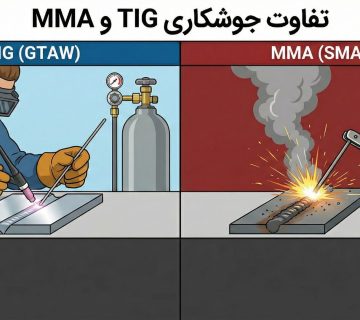
تفاوت ماهیتی جوش آرگون و جوش برق
قبل از بررسی استحکام، باید بدانیم در سطح میکروسکوپی در هر روش چه اتفاقی میافتد. تفاوت اصلی در نحوه محافظت از حوضچه مذاب است؛ جایی که فلز مایع بسیار آسیبپذیر است.
نحوه عملکرد جوش برق
جوشکاری قوس الکتریکی دستی (Shielded Metal Arc Welding) که به جوش برق معروف است، بر پایه یک سیستم “همه چیز در یک” بنا شده است.
در این روش:
- قوس الکتریکی: جریان برق (AC یا DC) بین مغزی فلزی الکترود و قطعه کار جهش میکند و حرارتی حدود ۳۰۰۰ تا ۶۰۰۰ درجه سانتیگراد تولید میکند.
- ذوب همزمان: مغزی الکترود ذوب شده و به عنوان فلز پرکننده (Filler) وارد درز جوش میشود.
- سیستم محافظتی شیمیایی: روکش الکترود (فلاکس) میسوزد. این سوختن دو کار انجام میدهد: اول تولید دودی که اکسیژن را دور میکند، و دوم تولید لایهای به نام سرباره (Slag) که روی جوش مذاب را میپوشاند تا به آرامی خنک شود.
چرا این روش خشن به نظر میرسد؟ چون فرایند انفجاری است! قطرات فلز با شدت پرتاب میشوند و همین شدت باعث نفوذ بالا در فلزات کثیف میشود.
نحوه عملکرد جوش آرگون
جوشکاری با دستگاه جوش آرگون (Tungsten Inert Gas) فرایندی است که در آن “حرارت” از “ماده پرکننده” جدا شده است.
در این روش:
- الکترود نسوز: از یک الکترود تنگستن (که ذوب نمیشود) فقط برای ایجاد قوس و حرارت استفاده میکنیم.
- محافظت گازی: کپسول گاز آرگون (یا هلیوم) از طریق تورچ روی محل جوش پمپاژ میشود. این گاز خنثی است و اجازه هیچگونه واکنش شیمیایی را نمیدهد.
- تزریق دستی فیلر: جوشکار باید با دست دیگر، سیم جوش را به آرامی وارد حوضچه مذاب کند.
چرا این روش تمیز است؟ چون هیچ دودی وجود ندارد، هیچ جرقهای (Spatter) به اطراف پرتاب نمیشود و هیچ سربارهای روی جوش باقی نمیماند.
بررسی فاکتور استحکام در جوشکاری: تحلیل فنی
این مهمترین بخش مقاله است. بیایید “استحکام” را به زیرشاخههای فنی تقسیم کنیم.
۱. عمق نفوذ (Penetration)
در فلزات ضخیم (بالای ۵ میلیمتر)، جوش برق معمولاً برنده است. قوس الکتریکی در روش SMAW بسیار متمرکز و تهاجمی است و میتواند تا عمق فلز پایه نفوذ کند. این نفوذ بالا باعث میشود در سازههای سنگین مثل اسکلت ساختمان، اتصال یکپارچهای شکل بگیرد.
در مقابل، جوش آرگون برای نفوذ در ضخامتهای بالا نیاز به دستگاههای بسیار قدرتمند (آمپر بالا) و آمادهسازی لبه (پخ زنی) دقیق دارد. اگر پخزنی در آرگون درست انجام نشود، جوش ممکن است فقط سطحی باشد و از داخل ضعیف بماند.
۲. مقاومت در برابر خستگی و ترک (Fatigue Resistance)
در این بخش، جوش آرگون با اختلاف برنده است. چرا؟
- خلوص: بزرگترین دشمن استحکام جوش، “ناخالصی” است. در جوش برق، ممکن است تکههایی از سرباره (گل جوش) درون مذاب گیر کند (Slag Inclusion). این تکهها نقاط ضعف میکروسکوپی هستند که تحت فشار باعث شکستن جوش میشوند. جوش آرگون چون سرباره ندارد، ساختاری ۱۰۰٪ خالص و یکدست دارد.
- هیدروژن: الکترودهای جوش برق (مگر مدلهای خاص کمهیدروژن) ممکن است باعث تردی هیدروژنی شوند. اما گاز آرگون رطوبت و هیدروژن را کاملاً از محیط دور میکند.
۳. منطقه متاثر از حرارت (HAZ)
هرچه منطقه داغ شده اطراف جوش (HAZ) وسیعتر باشد، احتمال تغییر ساختار مولکولی فلز و شکننده شدن آن بیشتر است. جوش آرگون حرارت را بسیار متمرکز اعمال میکند، بنابراین HAZ باریکتری دارد و فلز پایه خواص خود را بهتر حفظ میکند.
چه زمانی از جوش برق استفاده کنیم؟
استفاده از جوش برق فقط به خاطر ارزان بودن دستگاه نیست؛ گاهی اوقات این تنها راه چاره است.
- پروژههای فضای باز (Outdoor): باد دشمن درجه یک آرگون است زیرا گاز محافظ را پراکنده میکند. اما دستگاه جوش برق با الکترود روکشدار، محافظت را خودش تولید میکند و باد تاثیر کمی روی آن دارد. برای جوشکاری لولههای خط انتقال در بیابان یا اسکلت ساختمان در ارتفاع، جوش برق بیرقیب است.
- تعمیرات روی فلزات فرسوده: تصور کنید میخواهید باکت یک لودر یا شاسی یک کامیون قدیمی که پر از زنگزدگی، رنگ و روغن است را جوش دهید. جوش آرگون روی این سطح فوراً واکنش داده و پر از حفره میشود. اما جوش برق با قدرت نفوذ خود، ناخالصیها را سوزانده و اتصال را برقرار میکند.
- ضخامتهای بالا: برای اتصال تیرآهنهای ۲۴ و ورقهای ضخیم پلیت، جوش برق سرعت و نفوذ بسیار بهتری ارائه میدهد.
چه زمانی جوش آرگون گزینه بهتری است؟
جوش آرگون پادشاه صنایع “هایتک” (High-Tech) است.
- فلزات غیرآهنی و آلیاژها: اگر قرار است آلومینیوم، مس، برنج، تیتانیوم یا منیزیوم جوش دهید، جوش برق معمولاً گزینهای ندارد یا کیفیت بسیار بدی میدهد. آرگون با قابلیت تنظیم جریان AC/DC میتواند لایه اکسید آلومینیوم را بشکند و جوشی نقرهای و محکم ایجاد کند.
- مخازن تحت فشار و صنایع غذایی: در لولهکشی صنایع دارویی و غذایی (مثل کارخانههای شیر)، سطح داخلی جوش باید مثل آینه صاف باشد تا باکتری جمع نشود. تنها جوش آرگون میتواند چنین سطحی (Sanitary Weld) ایجاد کند.
- ورقهای نازک (Thin Gauge): جوشکاری ورق استیل ۰.۵ یا ۱ میلیمتری با جوش برق تقریبا غیرممکن است و باعث ذوب شدن و سوراخ شدن ورق میشود. آرگون اجازه میدهد آمپر را تا حد ۵ آمپر پایین بیاورید و ظریفترین جوشها را بزنید.
نقش مهارت جوشکار در استحکام نهایی
یک نکته که اغلب فراموش میشود: “جوش بد با بهترین دستگاه، ضعیفتر از جوش خوب با دستگاه معمولی است.”
- یادگیری جوش برق: نسبتاً آسان است. یک مبتدی میتواند در عرض چند روز یاد بگیرد چگونه قوس را روشن نگه دارد و خط جوش ایجاد کند (هرچند جوش با کیفیت نیاز به تجربه دارد).
- یادگیری جوش آرگون: بسیار دشوار است. نیاز به هماهنگی چشم، دو دست و گاهی پدال پایی دارد. فاصله تنگستن تا قطعه کار باید حدود ۲ میلیمتر ثابت بماند. اگر دست جوشکار بلرزد و تنگستن به کار بخورد، باید کار متوقف و تنگستن مجدد تیز شود.
- تاثیر بر استحکام: اگر جوشکار آرگون مهارت کافی نداشته باشد، ممکن است “ذوب ناقص” (Lack of Fusion) ایجاد کند؛ یعنی فلز پرکننده ذوب شده اما به دیوارههای فلز پایه نچسبیده است. این خطرناکترین نوع عیب در جوشکاری است که ظاهرش سالم اما باطنش جداست.
جدول مقایسه کامل: جوش برق در مقابل آرگون
برای تصمیمگیری سریع، تمام فاکتورها را در این جدول خلاصه کردهایم:
| ویژگی | جوش برق (SMAW) | جوش آرگون (TIG) |
| استحکام کششی | بسیار بالا (به ویژه در ضخامت بالا) | بسیار بالا (به دلیل خلوص متریال) |
| کیفیت ظاهری | خشن، دارای پاشش و نیاز به سنگزنی | بسیار زیبا، صاف، طرح سکهای |
| تمیزی جوش (خلوص) | انبر و کابل اتصال | انبر و کابل اتصال |
| قابلیت جوشکاری در باد | عالی | ضعیف (نیاز به محیط بسته) |
| تنوع متریال | عمدتاً آهن و استیل و چدن | تمام فلزات (آهن، استیل، آلومینیوم، تیتانیوم و…) |
| سرعت انجام کار | بالا (نرخ رسوب بالا) | پایین (فرایند کند و دقیق) |
| هزینه تجهیزات | ارزان | گران |
| هزینه مواد مصرفی | متوسط (فقط الکترود) | بالا (گاز آرگون + سیم جوش + تنگستن) |
| سختی یادگیری | متوسط | سخت |
| کاربرد اصلی | ساختمانسازی، تعمیرات سنگین، خطوط لوله | صنایع هوایی، پتروشیمی، دکوراتیو، خودرو |
نتیجهگیری نهایی: کدام یک برنده است؟
پاسخ نهایی به سوال “کدام محکمتر است” به شرایط پروژه شما بستگی دارد:
- اگر در حال ساخت سوله، اسکلت فلزی یا درب و پنجره آهنی سنگین هستید، جوش برق نه تنها محکمتر عمل میکند (به دلیل نفوذ بهتر)، بلکه اقتصادیتر و سریعتر است. الکترودهای 7018 و 6010 برای این کار طراحی شدهاند تا سازه را در برابر زلزله و فشار حفظ کنند.
- اگر در حال ساخت مخزن استیل، رولکیج ماشین مسابقهای، دوچرخه یا قطعات حساس صنعتی هستید، جوش آرگون قطعاً محکمتر است. در اینجا استحکام به معنی “عدم ترک خوردن تحت لرزش” است و خلوص جوش آرگون تضمین میکند که سازه شما سالها بدون نقص کار کند.
بنابراین، به جای پرسیدن اینکه کدام روش قویتر است، بپرسید: “کدام روش برای فلز و شرایط من مهندسی شده است؟” انتخاب ابزار درست، نیمی از کیفیت کار است.



No comment